

广硕紫铜止水优品产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:延安安塞广硕紫铜止水优品的图文介绍
广硕橡塑制品(安塞区分公司)是一家从事(延安安塞) 本地 背贴式橡胶止水带生产的大型企业。位于滨湖新区北田村,交通便利,便于客户来访。公司自建立以来,靠有优良的产品质量和良好的售后服务,本着友善合作,诚信经营的原则,深受客户信赖及好评,欢迎广大客商合作洽谈,我们将竭诚为您服务!


焊接顺序是首先将助焊剂涂在需要焊接的位置,然后加热。加热的时候碳化火焰不能直接遇到助焊剂,加热的位置是在包塑紫铜管与套管之间,将火焰嘴放在这直接的2点来回移动。包塑紫铜管加热后,助焊剂已经融化成了液体,这个时候可以立刻将预热的焊条放在焊点的位置。
焊条一旦融化接着就将火焰嘴在2点直接来回移动,直到焊条溶满缝隙结束。如何让包塑紫铜管延长使用寿命,以包塑紫铜管换热器为例子,一般的换热器使用时间为2个月。让包塑紫铜管能长寿的方法,需要的设备维修人员及时更换或者校正引杆,及时和更换导向轨与托辊。
因为引杆的使用周期相对长的情况下,容易产生变形,引锭头5容易弄坏包塑紫铜管外弧面下端口。导向辊不及时更换或调易使得包塑紫铜管排磨损。包塑紫铜管钎焊在选择钎料上必须要满足间隙接头性能和钎焊工艺的要求。
焊条一旦融化接着就将火焰嘴在2点直接来回移动,直到焊条溶满缝隙结束。如何让包塑紫铜管延长使用寿命,以包塑紫铜管换热器为例子,一般的换热器使用时间为2个月。让包塑紫铜管能长寿的方法,需要的设备维修人员及时更换或者校正引杆,及时和更换导向轨与托辊。
因为引杆的使用周期相对长的情况下,容易产生变形,引锭头5容易弄坏包塑紫铜管外弧面下端口。导向辊不及时更换或调易使得包塑紫铜管排磨损。包塑紫铜管钎焊在选择钎料上必须要满足间隙接头性能和钎焊工艺的要求。



镀铜钢是一种新型双金属复合材料,它既有钢的高强度,优异的弹性,较大的热阻和高导磁性,又有铜较好的导电性能和优良的抗腐蚀性能,市面上的镀铜钢产品,一般有三种工艺,一种是电镀,一种是包铜,还有一种是水平连铸,水平连铸成本非常高,一般用于接地的镀铜钢产品都不采用这种工艺。
包塑紫铜管实际上就是铜管,这种管材是一种有色的铜管,正是因为它的有,人们将它命名为包塑紫铜管。包塑紫铜管是管道制作中的优选材料,它被大量使用在居民住宅中的自来水管道中,除此之外,还被用于制冷管道中。
它作为这些管道中的优选材料,它的使用是有一定依据的。包塑紫铜管被大量使用在居民住宅管道中,原因在于它本身特有的优势。相比于其它的金属材料,铜的价格是很优惠的,而铜管具有便于连接以及加工的特点,这个特点使得它的施工更加方便可靠,它还能的保持自身的性能。
包塑紫铜管实际上就是铜管,这种管材是一种有色的铜管,正是因为它的有,人们将它命名为包塑紫铜管。包塑紫铜管是管道制作中的优选材料,它被大量使用在居民住宅中的自来水管道中,除此之外,还被用于制冷管道中。
它作为这些管道中的优选材料,它的使用是有一定依据的。包塑紫铜管被大量使用在居民住宅管道中,原因在于它本身特有的优势。相比于其它的金属材料,铜的价格是很优惠的,而铜管具有便于连接以及加工的特点,这个特点使得它的施工更加方便可靠,它还能的保持自身的性能。



对于加工材料而言,紫铜止水片铸锭塑性是至关重要的。为了保证铸锭良好的变形塑性,除防止铸锭中的一些缺陷外,显然不希望铸锭组织处于非平衡凝固状态。由于产生非平衡状态的原因是结晶过程中扩散受阻,因而此种状态在热力学上是亚的,有自动向平衡态转化的趋势。
重庆融能金属是一家大型的止水铜片生产厂家,生产各种型 规格的紫铜铜止水材料。提供加工成型(如:W形、F型、U型、圆弧型、接头等)。下面主要分享铜加工的发展趋势。当今铜加工已经发展到了一个新的高度,生产线的连续化、自动化程度很高,成材率和能耗都已经控制在较好的水平。
尽管如此,铜加工行业仍在不断研究短流程、节能降耗、率的加工。与此同时,十分重视生产环节中每一具体作业的精细化,从而使生产过程更加、可靠,制品质量更加、一致。经过几十年的发展,是近十多年的努力,铜加工已不再是亦步亦趋的跟随者,而是在某些方面有所突破、有所贡献的参与者,成为铜加工业的重要组成部分,并对铜加工和行业发展产生了重要影响。
重庆融能金属是一家大型的止水铜片生产厂家,生产各种型 规格的紫铜铜止水材料。提供加工成型(如:W形、F型、U型、圆弧型、接头等)。下面主要分享铜加工的发展趋势。当今铜加工已经发展到了一个新的高度,生产线的连续化、自动化程度很高,成材率和能耗都已经控制在较好的水平。
尽管如此,铜加工行业仍在不断研究短流程、节能降耗、率的加工。与此同时,十分重视生产环节中每一具体作业的精细化,从而使生产过程更加、可靠,制品质量更加、一致。经过几十年的发展,是近十多年的努力,铜加工已不再是亦步亦趋的跟随者,而是在某些方面有所突破、有所贡献的参与者,成为铜加工业的重要组成部分,并对铜加工和行业发展产生了重要影响。



想要保证涂装能够顺利进行,不仅要根据涂装产品的膜厚,还要根据不同的铝板体系,将涂装设定在一定的粘度范围内,才可以产品质量。是国内成立较早的铝板厂家,主营:高精超平铝板,氧化铝板、6061铝板、5083铝板、6082铝板等各牌 铝板。
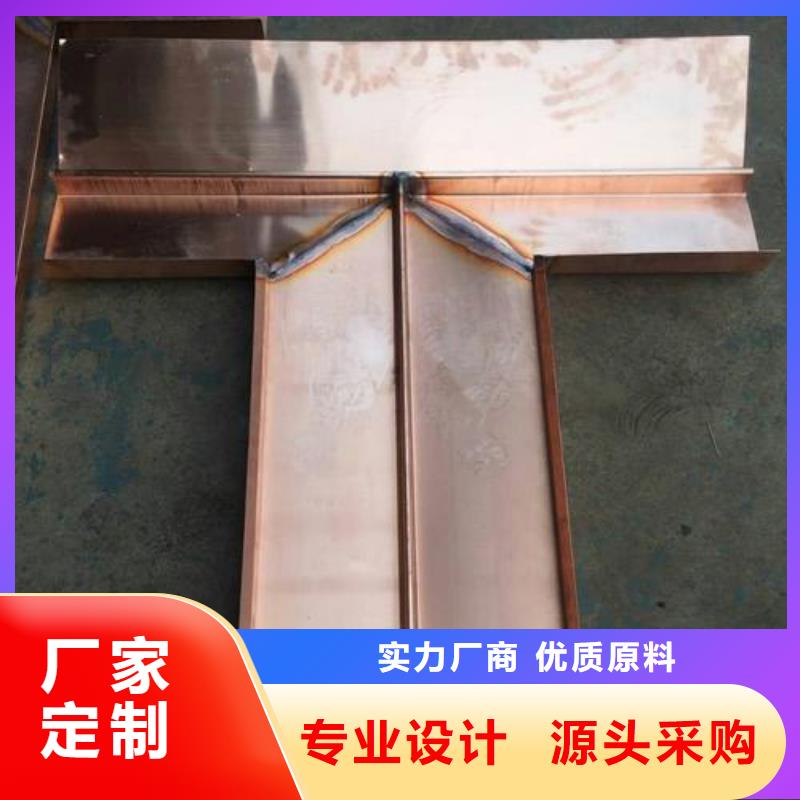
1.紫铜止水板的气焊将紫铜止水板接头对接,搭接接头和丁字接头尽量少采用。气焊可采用两种焊丝,一种是含有脱氧元素的焊丝,如丝201、202;另一种是一般的紫铜丝和母材的切条,采用气剂301作助熔剂。气焊紫铜时应采用中性焰。
2.紫铜止水板的手工电弧焊采用紫铜焊条铜107,焊芯为紫铜(T2、T3)。焊前应清理焊接处边缘。焊件厚度大于4毫米时,焊前必须预热,预热温度一般在400~500℃左右。用铜107焊条焊接,电源应采用直流反接。焊接时应当用短弧,焊条不宜作横向摆动。
焊条作往复的直线运动,可以改善焊缝的成形。长焊缝应采用逐步退焊法。焊接速度应尽量快些。多层焊时,必须层间的熔渣。焊接应在通风良好的场所进行,以防止铜中现象。焊后应用平头锤敲击焊缝,应力和改善焊缝质量。
3.紫铜止水板的手工氩弧焊采用的焊丝有丝201(紫铜焊丝)和丝202,也采用紫铜丝,如T2。焊前应对工件焊接边缘和焊丝表面的氧化膜、油等脏物都必须清理干净,避免产生气孔、夹渣等缺陷。清理的方法有机械清理法和化学清理法。
1.紫铜止水板的气焊将紫铜止水板接头对接,搭接接头和丁字接头尽量少采用。气焊可采用两种焊丝,一种是含有脱氧元素的焊丝,如丝201、202;另一种是一般的紫铜丝和母材的切条,采用气剂301作助熔剂。气焊紫铜时应采用中性焰。
2.紫铜止水板的手工电弧焊采用紫铜焊条铜107,焊芯为紫铜(T2、T3)。焊前应清理焊接处边缘。焊件厚度大于4毫米时,焊前必须预热,预热温度一般在400~500℃左右。用铜107焊条焊接,电源应采用直流反接。焊接时应当用短弧,焊条不宜作横向摆动。
焊条作往复的直线运动,可以改善焊缝的成形。长焊缝应采用逐步退焊法。焊接速度应尽量快些。多层焊时,必须层间的熔渣。焊接应在通风良好的场所进行,以防止铜中现象。焊后应用平头锤敲击焊缝,应力和改善焊缝质量。
3.紫铜止水板的手工氩弧焊采用的焊丝有丝201(紫铜焊丝)和丝202,也采用紫铜丝,如T2。焊前应对工件焊接边缘和焊丝表面的氧化膜、油等脏物都必须清理干净,避免产生气孔、夹渣等缺陷。清理的方法有机械清理法和化学清理法。