

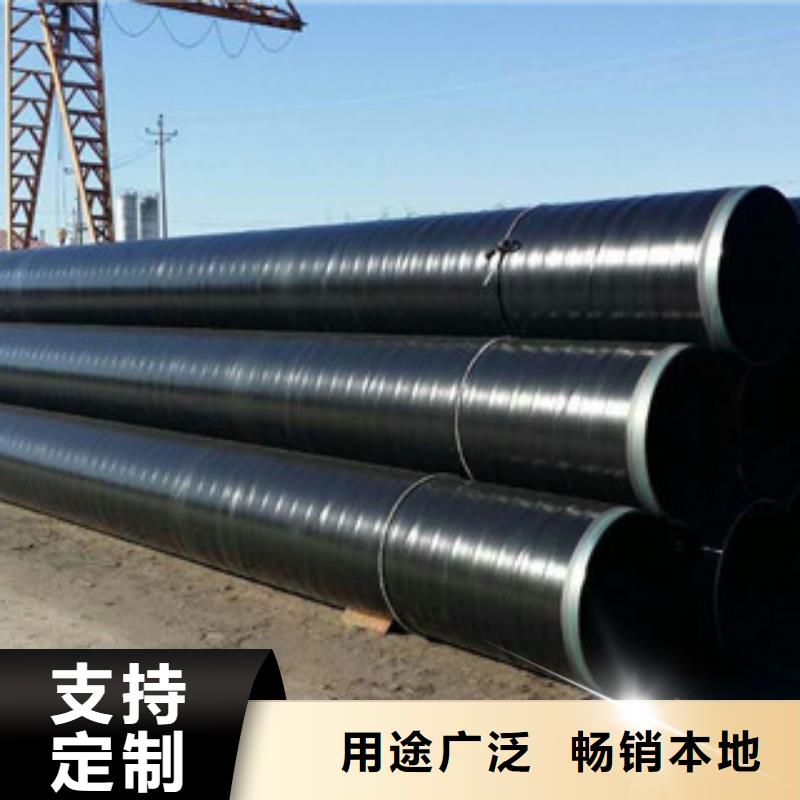





兴昊管道(黄石市分公司)秉承质量,客户至上的原则,紧跟世界 环氧煤沥青防腐钢管技术发展的潮流,孜孜以求推动 环氧煤沥青防腐钢管产品技术的和质量的提高,以真诚的 环氧煤沥青防腐钢管产品真诚服务于广大用户,确保客户得到满意的售后服务和技术支持!公司密切加强同业内公司的技术合作,精益求精,确保公司全部 环氧煤沥青防腐钢管产品皆为精品。因为我们深信:只有的品质才能为客户创造更多更高的价值,让客户能够更放心的购买我们的产品,对我们的服务有更满意的评价!


(1)内衬不锈钢复合钢管焊接方法
采用手工电弧焊,对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时
,焊丝采用同E309相同成分的A302焊丝。
(2)焊接程序是。
内衬不锈钢复合钢管焊接设备应满足焊接工艺要求。 并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。
(3)焊接要求
内衬不锈钢复合管复材焊缝表面应尽可能与复材表面保持平整,光顺,焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,
即降低熔和比。为此应采用较小直径的焊条或焊丝,为较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。
(4)焊后清理
内衬不锈钢复合钢管焊后应仔细清理焊件表面的烛渣,焊瘤飞溅物及其他污物。必要时应对焊缝进行局部修整。焊后清理 完毕,应在基材焊缝附近
的明显部位打上焊工印记以便日后考查。



当壁厚降低到系数以下时,可靠性必须降低几个等级,实际上,管道壁厚是表面要求,目前国内不锈钢水管市场和厂家的不锈钢水管国标厚度
在0,特别是对需要焊接的不锈钢来说,低碳的316L不锈钢焊接后,耐腐蚀性下降程度没有316不锈钢那么大,为获得好的耐腐蚀性能,316不锈钢的
焊接断面需要进行焊后固溶退火处理。兴昊盟始终坚持以中家庭的用水质量为己任,未来,在这条路上,金管道将继续专注高品质,并不断突
破创新,生产出更适应家庭需求时代需求的不锈钢水管,为居民的饮用保驾护航!一,一次性资金投入成本费相对性高,不锈钢给水管刚在中
国盛行时,关键运用的行业多数是豪华写字楼、五星级宾馆酒店餐厅、医院、学校、等地区,尽管其价钱在现阶段销售市场之中低于空调铜管、接
近进口塑料软管及其其他类管件,可用户并不是很了解。
